
工艺特点
激光螺旋焊LSW通过在点焊的焊点之间形成多个圆形焊接点,与形成连续的线幅1毫米左右焊缝的激光焊接相比,增加了接合面积。由于接合面积增加,因此可抑制车门开口部的变形,车身刚性的提高得以实现,如图6是LSW对性能的提升效果展示。

图6 激光螺旋焊对性能的影响
提升刚度是丰田一直采用该工艺的原因之一,从2013年在LS上首次应用以来,就一直强调LSW对(门洞止口)刚度的提升作用。图7为普锐斯的车身环状结构示意。

图7 普锐斯的侧围与C柱环状结构
具体有没有这么好的效果呢,不扯别的,我们来看看LSW的具体优点:
1 允许有板件间隙
传统的激光焊接由于板材间隙问题,工艺可适应性相对较差,但采用螺旋焊可以吸收板材未贴合带来的配合间隙对焊接的影响。
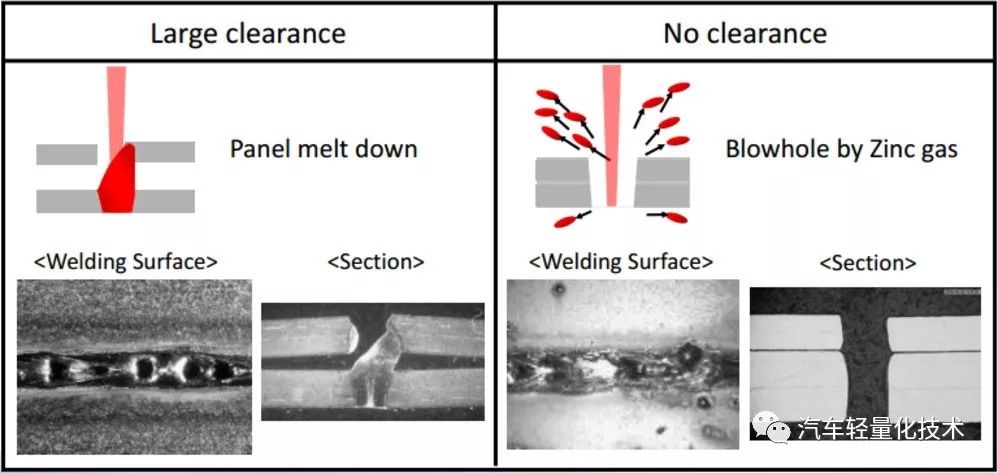
图8 传统激光焊接的缺陷
2 可快速焊接
激光螺旋焊每一点是0.3-0.8秒,比以往的点焊实现了更高速接合。由传统的点焊改为激光螺旋焊,可以使焊接工程减少40%的时间。图9为LSW对产线和二氧化碳排放量的影响。

图9 传统激光焊接的缺陷
3 可缩短焊接间距
传统点焊会因为焊接间隔短而产生分流,进而导致焊接质量不稳定,但是LSW在焊接间距上没有限制。两者的间隙对比情况见图10。

图10 传统点焊与激光螺旋焊间隙对比












