
【哔哥哔特导读】随着人们对快速充电的需求越来越大,快充市场晋升为一个市潜过亿的市场。那么随着快充技术的发展,快充厂商将对连接器这个传输电的关键元器件提出什么新要求?又需要连接器厂商如何配合?本期《对话》邀请了连接器厂商、快充厂商以及电源管理方案厂商共同探讨。
编者按:
为了缓解用户的充电焦虑,快充手段层出不穷,以手机、电脑为主的电子产品纷纷推出了更大功率的充电配置,快充市场也晋升为一个市潜过亿的市场。然而随着快充技术的发展,快充厂商将对连接器这个传输电的关键元器件提出什么新要求?又需要连接器厂商如何配合?
带着这些疑问,本期《国际线缆与连接》下设《对话》栏目,邀请连接器厂商与下游快充厂商、电源管理方案厂商等多家快充产业链上知名企业代表,围绕快充未来市场、技术难点与连接器在快充上的应用情况等话题展开对话。
问题导读:
1. 《国际线缆与连接》:目前快充的发展趋势是什么,在这些趋势之下设计方案发生了什么变化?对连接器提出了什么样的要求?
2. 《国际线缆与连接》:连接器企业应如何为下游企业做配合?
3. 《国际线缆与连接》:快充在往更高功率方向发展,目前快充用连接器还面临着什么技术或发展难点?
4. 《国际线缆与连接》:氮化镓材料应用在快充上的优劣势分别是什么?氮化镓材料在充电器上的应用给连接器带来什么影响?
5. 赛尔康:在电阻低、大电流的情况下,该如何解决数据线容易氧化问题?
6. 优籁特:连接器在拔出来的时候恢复性如何,是否会变形?要如何保证连接器弹片的硬性?
7. 优籁特:现实中连接器的使用寿命、插拔次数与实验室的测试数据存在差异,该如何减小差异?
8. 安科讯:产品设计要往小型化、外观精美方向发展,因此希望元器件能往集成化、低成本的方向发展,请问贵司对此有何解决方案?
9. 安科讯:在采购连接器产品时会考虑产品的阻抗、压差、温升、寿命、盐雾以及可靠性等,拉伸和冲压两种方式产出的连接器是否会存在品质差别,该如何保证产品品质?
10. 《国际线缆与连接》:您如何看待未来3-5年的快充市场?
1. 《国际线缆与连接》:目前快充的发展趋势是什么,在这些趋势之下设计方案发生了什么变化?对连接器提出了什么样的要求?
奥海科技郭修根:
目前快充主要往大功率、小体积两个方向发展,大功率可满足消费者快速充电的需求,小型化则是满足便携性的要求。
电路拓扑结构的原理相比以前有一些细节方面的变化。第一个方面我们可能会采用一些更高效的电动拓扑,比如LLC、ZVS。第二个方面就是会采用一些效率更高的器件,例如氮化镓、Cool-Mos。这样能够在同等的功率下实现更小的体积。
选择连接器时,第一,要求它符合USB协会的规范,要有TID认证;第二,在电流方面会有一定的要求,如120W的充电器需要连接器能通过6A以上的电流。此外,还有一些插拔力、镀层等常规要求。
安科讯李小辉:
目前市场上已经有100W以上的充电器,但多数是多口的,而USB协会推出来的20V、5A指的是在单口上实现100W。因此未来快充的发展一定是高功率化,在配件市场多口充电器的应用会越来越广,而在标配市场上依然以单口为主。
设计方案也要变化,因为原始的设计方案是固定电压、提升电流,出于一些安全的考虑,现在延伸出来的快充是要升压,电流不变,电压提高,从5V升到20V,最终增大功率,通过能量等效转换的方式,最终提高设备的充电效率。
对于元件供应商,我们希望集成度越来越高,因为快充功率增大后会体积变大,对于用户来讲携带不方面,外观也不精美。
对于连接器,首先要符合USB协会认证;其次,要符合我们的产品要求:阻抗、压差、温升、寿命、可靠性等。除了保证产品品质外,希望连接器产品的性价比能更好一些,同时还能根据快充产品的外观要求进行设计,如按照原来USB口的体积大小,中间是Type-C口,通过在外部塑胶或五金的设计,将Type-C口设计成原来USB口外框大小。这样会对我们应用的设计比较方便,不用考虑两种PCB设计方案,做产品认证的费用也会更低。
MPS王若宇:
在氮化镓技术的支撑下,现在市场上的快充大都在往小型化、大功率化发展;其次,用户的需求正往多口化方向发展。
从20W到100w,充电器整体的功率上升了5倍之多,也面临着更高效率的挑战。如果电源的效率方案和老方案(采用反激拓扑)一样的话,在功率上升了5倍之后,可能整个电源会有10%×100W的一个损耗,即10W的损耗。这会让充电头发热严重,而且热都集中在某几个器件上,相当于单点发热,可能导致电源无法正常使用,同时用户的体验感也不好。
目前我们用的是LLC电源拓扑,优点是开关损耗小、效率高,在功率提升的基础上损耗没有提升。而LLC电源以往大多用在一些大功率(例如:400W、600W)的场景中,那么将其用在这种100W的快充上,要将很大的散热片做小,同时还需兼备造型美观,这也是新的挑战。
此外,要考虑怎么在这种电源里面使用氮化镓器件,氮化镓器件的频率比常规MOS管要高非常多,而频率一旦高起来就要考虑EMI问题。
金盈电子苏福钦:
目前快充主要是往小体积、大功率、高能效方向在发展,要求连接器承受高电流、更高的温度,同时这也是未来的趋势。
2. 《国际线缆与连接》:连接器企业要如何为下游快充企业做配合?
意丰精密郑垚:
首先,开发不同的产品结构。我们的Type-C母座会有平面90度、180度立式和侧向90度的结构。连接器的结构可以影响终端产品插口的方向和整个结构的优化,包括适配器及其体积的优化。因此结构上的研发会丰富整个快充市场客户端结构的研发,为客户开发不同结构的充电器,移动电源提供很好的便利。
其次,我们会优化产品的性能。在快充连接器方面,主要的性能就在于大功率的电流输出。我们的连接器会选用更优质的、极端条件下导电率更高的铜材,以此来给客户提供安全性的支持。
昌拓五金何继承:
以前笔记本充电头以圆头为主,目前像惠普、戴尔、联想等笔记本都已经实现Type-C兼容,甚至采用Type-C连接器。
快充的电压或电流越来越高,对阻抗、温升、可靠性的要求也越来越高,如我们一个戴尔的项目,机械性能要求正常情况下是10,000次插拔,他们要求达到16,000次。
阻抗方面,一般来说 Type-C都需要接一个电路板,但我们直接利用插头的针来连接,即产品不需要通过电路板,因为电路板是一个铜箔,导体截面积不够大,功率过大时需要几层的电路板,因此我们利用特殊的结构,用插头里的铜片做导体,过大电流有绝对的优势,同时成本会更低。
超讯电子肖副理:
配合方面,我们主要是根据客户要求去给他推荐产品,另外根据客户已经设计好的方案寻找我们有没有相关的产品。
快充的发展就是想要充电时间更快,这就意味着通电的电流会更大,要求连接器的金属件导电性能要好,对连接器的材料、电镀层和端子的宽度等提出了更高的要求。所以我们会在材料上选择一些高导通的铜材;也会根据客人的要求去电镀镀金,电镀的镀层越厚,导电性能就越好;同时如果电流比较大的话,我们就选择宽一点端子,提出相应的要求让端子厂商去配合。
创联精密郭勤明:
客户只要告诉我们充电的速度、电流、电压、功率等要求,我们就可以做配合,而配套的连接器只要通过协会标准认证的,基本上都可以达到客户的要求。
在快充往更高功率发展的过程中,在连接器中端子的材质设计,要求我们要采用一些导电率更好的高导铜来传输,才能承受这种大电流的传输,而不会导致温升过高。第二个对端子的结构设计、导电面积要增宽。
3. 《国际线缆与连接》:快充在往更高功率方向发展,目前快充用连接器还面临着什么技术或发展难点?
优籁特伍长春:
连接器方面最主要的一个就是连接器的使用寿命要尽量长。因为用户使用的过程当中需要经常插拔,实际上我们也收到很多客户的反馈,在连接器使用寿命这一块还有待提升,品质不稳定。
我们与连接器供应商长期合作,在品质管控方面没大问题,但目前存在两个问题:材料涨价和芯片缺货。
昌拓五金何继承:
快充其实就是一个电源管理,通过一个芯片进行管理。芯片的方案对快充比较重要,我们的缺陷主要是没有得力的方案商。目前有些芯片又贵又难获得,相对来说是国际品牌商的芯片更好,但需要等待一段时间。所以当我们的芯片没那么快到的时候,也就会推迟给客户出货的时间。
全方位翟重阳:
快充就是大电流,如何实现大电流充电,对连接器的结构设计、冲压精度、模具的设计的精度以及高性能材料等都有要求。
我认为不缺大电流的结构设计,平时的一些传统插座传输10A电流的也能做到,但是设计方案在狭小的界面和空间上如何实现大电流就非常有挑战。体积非常大的连接器可以轻轻松松实现大电流,但是如果说要嫁接到Type-C上,那就要考虑在狭小的空间里面如何利用更少的材料来实现更大的电流,总的来说还是最基础的材料性能的提升。
意丰精密郑垚:
第一个就是现在结构设计越来越丰富,大家都在走差异化路线,在连接的设计上就需要我们做更多结构的开发,会涉及到很多模具的开发,需要我们投入大量的资金和人力物力。
第二个就是在品质管控上,全自动化生产模式是最可靠的,所以我们现在从冲压、注塑到组装、包装,再到检测都是全自动化的模式。
超讯电子肖建龙:
可能难点就是在对应的供应链和生产的管控能力。
中科兴达聂廷:
24pin的、全功能pin的Type-C本来就支持大电流快充。快充的发展对Type-C的精度的要求会更高。
4. 《国际线缆与连接》:氮化镓材料应用在快充上的优劣势分别是什么?氮化镓材料在充电器上的应用给连接器带来什么影响?
奥海科技郭修根:
优势就是同等的功率下体积可以做得更小一些。当然现阶段来说,氮化镓的成本会比普通的硅器件更贵,同时目前的产业链暂时没有硅这么成熟,还是一个发展阶段。
安科讯李小辉:
氮化镓是最近两年才出来的,频率比较高,可以缩小变压器的体积,但带来的成本高20%以上。
MPS王若宇:
氮化镓现在相对于常规MOS管成本会高一些,但是氮化镓对整个电路体积的压缩、频率提高、以及它本身低开关损耗的优势可能是硅管无法替代的。
全方位翟重阳:
氮化镓做成的芯片方案基本上就是快充方案,而目前快充方案的接口基本上都是TYPE-C,TYPE-C相当于标配接口,所以说它会促成连接器接口朝着TYPE-C接口去发展。
意丰精密郑垚:
连接器和氮化镓有间接的联系,因为氮化镓基本上是针对PD这一块大功率快充的适配器,使用氮化镓的客户会使用pd的快充协议,这就免不了一定要用Type-C的协议接口。
5. 赛尔康唐必成:在低电阻、大电流的情况下,该如何解决数据线容易氧化问题?
全方位翟重阳:
数据线经过大电流时温升会升高,间接造成产品产生一些氧化。这和数据线或插头本身导体的阻抗有关系。如果阻抗低,温升就低,氧化、老化的速度也会比较慢。相反,如果线材质量差、内阻大,温升就会高,氧化、老化的风险就大,这是有关联的。
从连接器的角度来看,全方位首先采用的是导电率45%以上的高导电铜合金,但是市场上的很多小厂会采用黄铜、磷青铜等性能比较差的材料。
意丰精密郑垚:
氧化一般会出现在镀金这部分,而连接器厂商一般不会自己去负责电镀工艺,我们需要做的就是把合作工序的制成外发给电镀厂。通过电镀的工艺来镀一层防腐蚀、防氧化的特殊材质,来提高它的抗氧化效果,镀金厚度越厚抗氧化能力就越强。正常的镀金厚度可能是1~3微米,有的客户要求抗氧化能力更强,我们就会就将镀层加厚,将镀金的厚度做到15微米、30微米。
同时我们也采购了一大批关于电镀抗氧化测试的设备,包括全自动的膜厚测试仪、电镀膜厚测试仪、盐雾测试仪等,通过测试来保证电镀镀金的品质,这样在抗氧化方面就没有太多的问题了。
此外,出现氧化的现象还可能是因为接触阻抗中端子的材质问题,端子的材质是否用的是高导电率铜材、端子镀金的厚度、端子塑胶的成型工艺、端子的成型是否平整等都会对接触阻抗有所影响。
中科兴达聂廷:
这个是属于电镀这方面的问题,只要符合标准就不会出现这个方面的问题。
超讯电子肖副理:
我们对供应商有严格的要求,包括对镀层也会按照管控的要求,用自己的设备进行测试。
6. 优籁特伍长春:连接器在拔出来的时候恢复性如何,是否会变形?要如何保证连接器弹片的硬性?
昌拓五金何继承:
这个由产品的结构决定,有的结构很容易让弹片疲软、无力,进而弹不起来。
我们的结构设计以塑胶成型的为主,区别于一根根插针插上塑胶壳的做法,但对模具和技术要求比较高。好处是阻抗比较好,弹片厚度为0.2mm(普通的0.15mm),没有弹高问题。
全方位翟重阳:
这个跟各个公司的设计和研发实力相关,首先必须有理论分析能力非常强的设计工程师,再加上一些仿真分析,可以去分析端子材料的弹性模量和变形,观察经过多次插拔之后,弹性会不会出现降幅;其次,在产品实物模具开出来之后,全方位通过产线100%的CCD检测,对每一个PIN头的高度进行全自动检测;然后通过可靠性实验室测试,测试连接器在1万次以内的插拔弹高会变化多少,是否跟理论阶段一致。
宇球电子蔡上升:
首先要从设计上做一个仿真分析,测试连接器的抗疲劳性是否达到设计的要求;
第二,在生产、组装过程中的位置度要控制好,不要碰到塑胶壁,这样会很容易被卡住,造成不良;
此外,还要看选材,一些低端的产品在选材时不考虑寿命问题,只考虑前期的使用问题的话,可能就会选择便宜的材料。当它的弹性系数、抗疲劳系数都达不到要求时,就会产生这个问题,我们会选择一些高弹性、抗疲劳系数更好的材料。
意丰精密郑垚:
铆合型产品的确会出现这种问题,因为它是由一个缝合起来不是一体的,由一个缝合起来,所以如果不小心被强力扯开是会变形的,而拉伸一体的产品一般的拉伸、踩踏都不会出现这种问题。
同时还有一个卡钩,在Type-C公头上面会有一个卡钩钩住母座,用来维持Type-C的插拔力,当经过成千次上万次的插拔之后,卡钩和母座相应的位置都会磨损,力度就会变松,这样就会影响插拔手感和插拔力。因此卡钩要用更优质、硬度更高的材质,同时结构和尺寸的设计也应该需要按照协会的规范去进行。
此外,如果在插拔达到一定次数之后就无法充电了,那就是涉及到里面的端子,如果端子最开始的尺寸没有按照协会的要求尺寸来做,可能会把它插变形,进而影响后面的充电功能。

7. 优籁特伍长春:现实中连接器的使用寿命、插拔次数与实验室的测试数据存在差异,该如何减小差异?
昌拓五金何继承:
这些基本的机械性能,我们有专门的实验室进行测试,产品都会通过USB协会认证。
全方位翟重阳:
在实验室测试是单一地测某一项性能,但在终端客户的使用中会有各种不同环境。实验室测连接器插拔力1万次,那在实际现实中插拔1万次肯定可以的。它坏的原因可能是一些功能性问题,如线材被拽了几次、线缆尾部的焊点断了,出现功能性失效,这并不是插拔力实效,这是两个不同的概念。
宇球电子蔡上升:
这方面需要专业的测试,柔性的模仿手插拔。宇球电子会做一些手插、斜插的验证 ,其实主要还是依靠选材和仿真测试,从各方面检测是否符合要求。
8. 安科讯李小辉:产品设计要往小型化、外观精美方向发展,因此希望元器件能往集成化、低成本的方向发展,请问贵司对此有何解决方案?
全方位翟重阳:
连接器端小型化有行业标准的,我们所有的尺寸按照行业标准来做,所以再小也只是一个外形结构的长短,大家会有一到两毫米的差异,但没有太大范围的。
集成化实际上就是用IC加PCB,再加上周边的一些I/O接口来实现集成化,这属于PCB方案。目前很多连接器厂没有PCB方案设计能力,纯粹设计物理接口。而全方位有PCB方案设计,也有Type-C接口的设计,把独立的电子工程师、机械工程师整合在一起,才能做出集成化的方案。
低成本方面,连接器的成本无非从材料和效率两个方面控制。快充需要满足大电流、高频的应用要求,材料是不能用太低端的,所以我们只能从效率上去改善,从冲压成型、电镀到装配,全面实现自动化,自动化是降低成本和提升效率的最快方案。
宇球电子蔡上升:
小型化快充因为接触面积小,发热严重,要考虑材料的导电率。不过还是要看客户的需求,我们根据客户的需求和外形要求进行设计和仿真分析,再通过一些实验的结果来确定能不能减小。
另外,产品小型化的同时也想要低成本化,但要看产品做小后的稳定性如何,客户如果有这方面的需求可以和我们的工程师共同开发。
意丰精密郑垚:
其实连接器已经足够小了,连接器能够做的配合就是在终端产品往小型化发展的过程中,帮他在接口方向上做一些优化,这样的话终端产品的整个结构设计会更轻松,可以避开一些干涉和零部件的冲突。
9. 安科讯李小辉:在采购连接器产品时会考虑产品的阻抗、压差、温升、寿命、盐雾以及可靠性等,拉伸和冲压两种方式产出的连接器是否会存在品质差别,该如何保证产品品质?
全方位翟重阳:
拉伸和冲压两种工艺除了在成本和制成工艺上有区别,目前在品质上没有太大的区别。冲压工艺产出的产品面带一个缝,不美观;而拉伸工艺做出的产品无缝一体,更美观,因此很多高端客户都喜欢拉伸。它们在价格上会有几分钱的差异,如果客户选择要便宜一点的、大量方便生产的产品,用冲压的方式会更好一点。但现在正在缩小它们之间差距,随着拉伸工艺越成熟,它的价格会接近于冲压,拉伸取代冲压是必然的发展趋势。
产品的品质是设计出来的,好坏直接取决于初期设计,依靠非常专业的研发团队来保证产品没有先天缺陷;其次自动化程度越高,制成不良就越少,制成过程中的稳定性、一致性主要靠自动化程度来提升;最后是靠检验,全方位拥有CCD检测品质系统,从进料、制成到出货环节,根据自己的系统和流程去标准检验。做好这三个检测,我相信这个公司的产品品质不会差。
精确科技朱钦奇:
拉伸工艺未来会逐渐取代冲压工艺,但目前一个Type-C产品拉伸的成本比冲压高几分钱,差别很大。因此高端的产品会选用拉伸的方式,低端的产品选择冲压方式多。
拉伸的产品更美观、可靠性也会更高。但与冲压方式相比,拉伸方式的投入也会更大,在机器设备、连接器外壳材料、厚度这些方面会变化。精确科技主要供货给中高端客户,采用拉伸的方式较多。
宇球电子蔡上升:
从外观上看,拉伸的产品会更美观。冲压会有一个缝,看起来不是那么高端,因此稍微高端点的产品会选择拉伸工艺,稍微便宜、低端的就会选择冲压工艺。此外,拉伸的强度会比冲压的好,冲压的产品容易开裂,但在正常使用情况下没有影响的,也可以用于快充。
这两种工艺前期成本差异蛮大,但随着拉伸工艺的发展,目前成本已经降下很多。
10. 《国际线缆与连接》:您如何看待未来3-5年的快充市场?
奥海科技郭修根:
这一定是增长的趋势,因为消费者对快充的依赖会越来越强。十几年前我们可能充一次电可以用好几天。但是现在手机于我们而言不仅是一个通话的工具,它是多功能的,这就意味着我们的使用频率高了很多,在电池技术没有革命性变更的情况下,这就十分需要快充。
赛尔康唐必成:
目前芯片的缺货一定程度上影响了快充市场的发展,但整体而言快充的发展还是很不错的。尤其是最近一些手机取消了配送充电器,这对于快充行业上下游的厂商来说有着不错的前景。
优籁特伍长春:
我认为随着快充技术的发展和终端设备不断的升级,以后不管是有线充还是无线充,快充肯定会深入到每一个人的工作和生活当中。
安科讯李小辉:
快充是未来的趋势,是后面手持设备或者需要供电的充电设备的标配。慢充会被淘汰,或者说是有特殊的时候才会保留慢充。
未来快充需求肯定会急剧增加,尤其在去年开始,苹果公司在手机上不配充电器,这给配件行业带来了巨大潜在需求。
金盈电子苏福钦:
快充发展是未来的趋势,所以相关工厂都会有所增长。但是目前的芯片缺货影响了它的发展进度。现在国家正在加速研发,如果国产的芯片能够跟得上现在的功能和市场需求,快充的价格将很快降下来,未来几年就会占据整个充电市场的重要部分。
全方位翟重阳:
连接器只是一个元器件,我们对这个行业把握度是片面的。我只能说快充行业肯定是未来的发展趋势,但它只是其中一个方向。高频高速和快充是两个并行的线,快充是充电行业的一个发展趋势。
快充接口由Type-C来实现,这个会给我们连接器行业带来一个利好,也就是说我们Type-C需求量会越来越大。
超讯电子肖建龙:
肯定是往正向的方向发展,现在大家用的手机或者其他家电都希望可以缩短充电时间,越快越好。包括汽车的车充以及无线充也在朝着快充的方向发展,所以对应的连接器和充电器行业都是一个很有前景的行业。
总结
通过本次与快充上下游企业的对话,可知快充市场正在为各快充厂商所重视,他们一致认为快充是未来充电的发展趋势。
快充主要是为了满足消费者对于电子设备快速满电的需要,综合各快充厂商意见,快充产品正往大功率、小体积、低成本、多口化等方向发展,相应地对电源适配器集成化程度、电路拓扑结构设计、抗电磁干扰、散热管理等性能提出了新的要求,这也是对生产企业的严格考验。
传导到上游的连接器企业,快充厂商在选型时要首先考虑连接器的通流能力、阻抗、压差、温升、寿命、可靠性等。因此,载流能力更强、产品结构设计更多样、可靠性检测更全面、性能更稳定、成本也更低的连接器企业更有机会脱颖而出。在上述的问答中,不少连接器企业就给出了快充厂商关心的关于产品品质、结构和成本控制方面的方案。
此外,不少企业还表示目前面临的芯片缺货、原材料价格上涨等情况将对快充市场的发展造成一定的影响。但从长期来看,这些问题不会阻碍快充市场向上发展的步伐。
目前全球快充市场可以分为七个板块,而从这七个终端产品在2020年的出货量数据中可以看到,快充普及度最高的手机、笔电、平板三大板块,产品年出货总量接近17亿台,占比超过了50%。
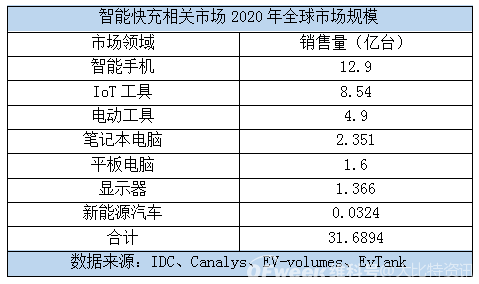
而从2020年的终端设备出货量总体来看,我们的生活已经步入了快充大爆发时代。在市场的高需求之下,2021年的新品快充需求和此前的市场存量将同时发力,结合各大手机厂商逐渐取消标配充电器的情况,将彻底盘活包括第三方在内的快充市场,为快充市场的发展带来无限可能。
本文为哔哥哔特资讯原创文章,如需转载请在文前注明来源