
目前,汽车传统制造材料中,钢仍占有重要地位,而且人们投入到钢材研究的精力巨大。车门系统作为最具代表性的车身部件,一直被提到铝化的进程中。那么,钢制车门目前的轻量化进展如何呢?还有没有进一步的优化空间呢,今天我们就一起来看看。
车门系统概述
1、汽车开闭件
汽车开闭件,也就是我们通常所说的四门两盖,包括机盖(发动机盖/前舱盖/发罩)、左前门、右前门、左后门、右后门以及行李箱盖(尾门/背门)。

图1 汽车开闭件
2、车门系统
车门系统一般由门体、车门附件和车门内饰件三部分组成;机盖与尾门由于不需要玻璃的升降,所以会比四门简单一些。门体一般包括车门内、外板,门体加强板、窗框等零件的焊接总成;车门附件一般包括车门玻璃、升降器、门锁、铰链、密封条、水切、限位器等;车门内饰件一般包括门护板、门拉手、把手、扶手板等。
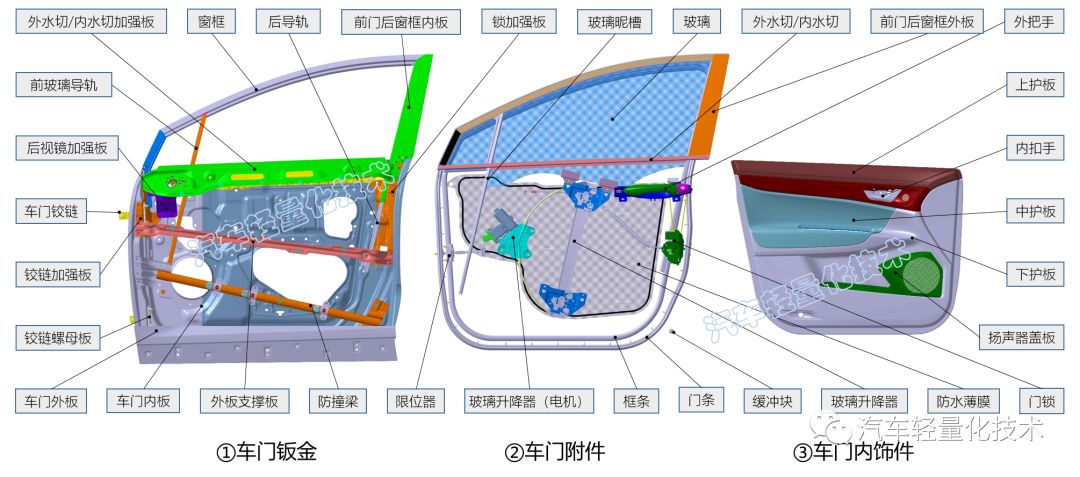
图2 车门系统
车门系统中,车门门体约占车门总质量的50%以上,相对于其他系统而言,车门门体更具有减重的空间。因此本文将门体钣金确定为轻量化研究的重点。

图3 车门系统重量占比
车门轻量化现状
纽北统计了近五年ECB的40个车型前门钣金(单个)的重量,范围从8.5kg至23.4kg,平均值为14.1kg。最轻为吉普牧马人(钢),最重为捷豹路虎发现(铝)。

图4 近年ECB车门重量统计
通过上面的图2也能发现,这14kg左右的车门门体,其实,80%的车门重量分布于4个零件总成中。其中,30%为车门外板,30%为车门内板,10%为防撞梁,另外10%为窗框加强件。

图5 车门门体重量分布
信息来自安赛乐米塔尔
当前轻量化方案
安赛乐米塔尔作为世界钢铁巨头,对钢铁做了深入且透彻的研究。基于目前材料与工艺技术,他们提出了一种切实可行的方案。
①使用1500Mpa级别热成形钢和马氏体钢;

图6 超高强钢应用于车门
②使用全新激光拼焊门内板工艺;

图7 全新激光拼焊工艺应用于车门
信息来自安赛乐米塔尔
③使用局部加强件而非整体加强件以优化减重。
通过应用本方案,可减重约4.9kg,减重比率27%,并且各项性能达到或高于目标值。

图8 钢制车门当前轻量化方案汇总
信息来自安赛乐米塔尔
中期轻量化方案
基于未来材料与工艺技术,安赛乐米塔尔提出了一种超轻钢制车门方案。
①0.5mm超薄外板
为了应对厚度减薄带来的性能下降,安米设计的方案是在车门外板内侧增加4.1mm厚度的补丁板,其中补丁表面为0.2mm厚的玻纤化合物,3.9mm厚为橡胶-环氧泡棉。

图9 超薄车门外板
信息来自安赛乐米塔尔
试验和模拟分析都显示应用补丁板后刚度显著改进,且0.5mm板厚+4.1mm补丁板组合的刚度优于0.67mm板厚。
②0.5mm超薄内板
使用0.8mm与0.5mm激光拼焊的内板,并进一步优化工艺排布。
③尝试采用2000Mpa热成形
抗拉强度达到2000Mpa级以上的钢种目前还不多见,北汽Lite及爱驰U5据称已使用该类材料来制造车门防撞梁部件(该原材料并非来自安米)。

图10 超高强防撞梁应用车型
通过采用以上方案,车门钣金可减重6.3kg,减重比率34%。

图11 安米超轻车门中期解决方案
轻量化就是在满足性能的情况下做到重量最小,当然也要兼顾成本。当前钢制车门的轻量化方案与铝制车门的成本及减重效果对比如图12所示。

图12 车门轻量化方案重量及成本对比
信息来自安赛乐米塔尔
总结
车门门体约占车门系统重量的50%以上,其轻量化效果比其他零件更为显著。就钢制车身而言,最为直接的轻量化手段就是提高强度、减薄料厚。通过以上的叙述,我们不难看出这些常见的轻量化手段同样适用于车门,另外,通过优化工艺排布等也是车门轻量化的方向之一。
在铝合金外板(尤其是外观质量好的ABS)依赖进口,价格居高不下的情况下,超轻轻量化钢制车门不失为一种优秀的解决方案。
·end·


