
1. 什么是低压注塑
低压注塑工艺是一种使用很低的注塑压力(0.15-4MPa)将热熔材料注入模具并快速固化的封装工艺,以热熔材料卓越的密封性和优秀的物理、化学性能来达到绝缘、耐温、抗冲击、减振、防潮、防水、防尘、耐化学腐蚀等功效,对电子元件起良好的保护作用。
2. 成型工艺及应用
将表皮预先放到模具内,然后借助螺杆的推力,将已塑化好的的熔融状态的塑胶注射入闭合的模腔内,再经固化定型后取得制品。低压注塑表皮所用的材料可以是布料,也可以是PVC面料。目前该工艺已被广泛应用于汽车门护板、立柱护板和包裹架护板等产品的生产。
3. 低压注塑成型原理


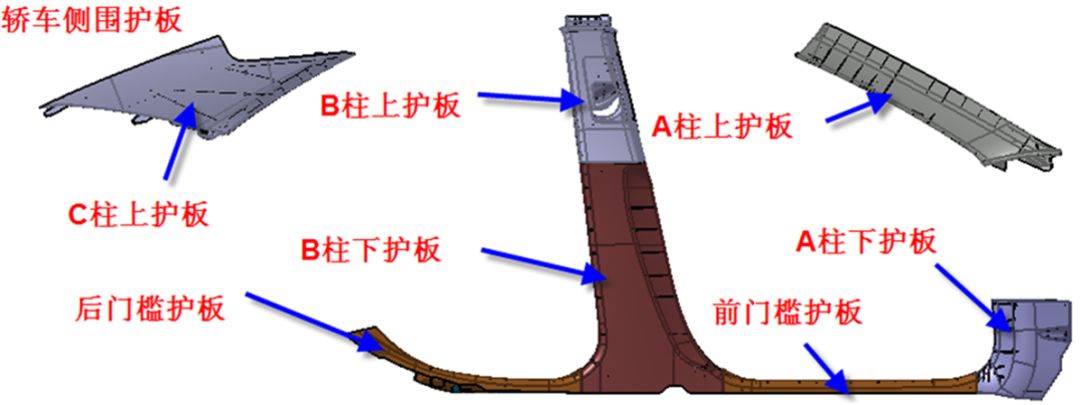
4. 低压注塑成型技术在汽车产品上的应用案例

后侧围前上饰板PVC面料包覆

汽车A上柱无纺布包覆


汽车B上柱无纺布包覆

汽车C上柱无纺布包覆
5. 低压注塑工艺相比传统包覆工艺的的优势
1)低压注塑是将表皮材料与塑料基材融为一体,不存在脱落的可能。
2)由于没有包覆工艺所必需的涂胶工序,低压注塑工艺过程更为环保。
3)低压双层注塑零件的内部结构可任意设计,表面造型的自由度相比包覆工艺更大,并且造型特征更清晰、硬朗。
4)低压注塑不需要额外的二次包覆,提升生产效率。
5)低压注塑产品具有良好的手感和外观。
6)低压注塑产品注塑压力低,能有效保护产品内部零件,废品率低。
6. 低压注塑模具与常规模具的不同点

7. 低压注塑工艺需要考虑的因素
1)面料的延展性和张性
现在低压注塑用的面料都是底层无纺布+泡沫层+表面面料层,由于受到模具的压缩与熔融塑料的挤压,面料纵向、横向的延伸性不同,反映到产品上的现象也就不同。其中最为突出的问题是:渗料、击穿、破损。就是说在模具状态恒定、工艺条件恒定的情况下,面料的特性对产品的质量有着很大的影响。同样延伸率纵向、横向对不同的模具也有不同的适配性,有的模具由于设计上的限制可能对纵向延伸率要求高,有的模具可能对横向延伸率要求高。所以在试制新产品、新模具时需要综合考虑这个问题。
2)塑料的流动性
评定塑料流动性的指标是:熔融指数MI值。大家都知道在面料上塑料的流动比在光滑的模具型腔上流动肯定缓慢许多,这就是为什么面料低压注塑模具比普通模具有更多浇口的原因。而流动速度的缓慢势必影响到产品其它外观问题,如结合痕、缺料等。
8. 低压注塑成型工艺常见缺陷及改善方案
(1)击穿
产品尖角处容易出现击穿,尖角处分型面配合有间隙,当料量或速度增加后熔融塑料从间隙里面穿透出来。尖角处壁厚太厚也容易造成击穿。
(2)渗料
产品的转角处容易出现渗料,渗料部位浇口温度过高,模具温度过高,渗料部位浇口料量控制过多。


改善方案:
1)尖角处壁厚太厚容易造成击穿,所以模具尖角处壁厚相对减薄一点,防止面料渗料或击穿;
2)产品预防设计,尽量使产品型面平顺过渡,减少台阶落差、避免过急的产品转折;
3)调整注塑工艺参数,降低模具温度与熔体温度、减少注塑料量、降低注塑压力等。
(3)胶口处缩印
减小缩印, 浇口做到Φ3以下, 冷流道长度为15 浇口处增加冷却.

(4)缺料
产品的尖角处容易出现缺料,原因:模温太低,缺料部位浇口温度偏低,缺料部位浇口料量控制过少,模具尖角处壁厚过薄,注射速度、压缩速度偏低。
(5)面料压破
原因:通常低压注塑模使用的模具温度偏低(10~15度),如果防锈措施做的不好,会在压面料框、滑块分型面产生锈斑,生产时对面料的压紧作用过剩,面料的延展性有限,从而将面料压破。
(6)R角处发亮
检查R 角是否在尖角处,是否产品 有翘曲角度很大但 R 角不够大,表皮的延展性是否满足要求。
(7)表皮拉伤
查看脱模角度是否足够;模具表面抛光是否满足要求。

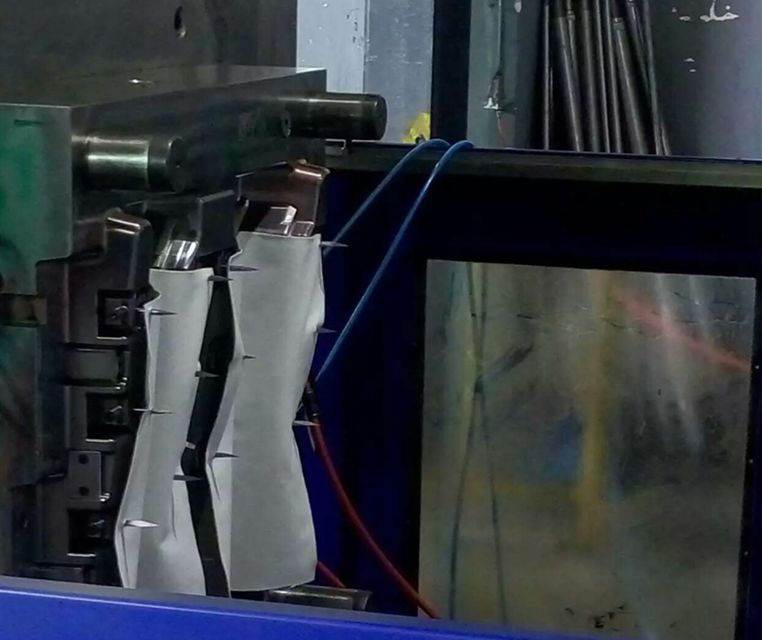
9. 低压注塑模具挂布的几种方式
第一种:固定式挂针
挂针不可调节,适用于比较平坦的产品,利用面料本身的延展性,节约模具空间,但容易扯坏面料,2穴产品时,需要单独挂布。

第二种:可调节式挂针
适用于落差大形状复杂的的产品,挂针自身可调节,能有效保护面料。

第三种:利用挂钩形式
利用挂钩形式夹住面料,使面料垂直悬挂,这种形式操作简便,避免挂针的尖锐部分扎到人,面料在合模过程可自动调整,不容易起皱。


10. 低压注塑模具压布的几种方式
第一种:压布针形式
利用顶针改制,加工简单方便,但压布针容易把布压坏。


第二种:小压布块形式
不同于一般压布针容易把布压坏,利用弹簧自动调节压布力度,两压布块弧面配合,使用寿命长,但加工成本高。


第三种:大压布块形式
不同于一般压布针容易把布压坏,利用氮气弹簧自动调节压布力度,波珠螺丝与前模滑动配合,边合模边调整,此种压布效果最好,但加工成本高。



11. 低压注塑成型模具总结
1)产品四周脱模角度要求 5 度以上,若小于 5 度表皮会出现拉伤情况, 转角 R 角在大小为胶厚2倍 以上。
2)产品不能出现尖角、锐角等缺陷,会造成产品皮易破(表皮为无纺布易破、发亮;表皮为皮革、海绵、无纺布的复合表皮易出现塌角,从而影响产品美观),产品的起伏不易过大。
3)模具表面分型面需做R过渡,不能有利角出现,防止刮烂,压坏面料。
4)模具设计时应注意浇口不能采用边进料、潜伏等常规进料方式,应采用倒装模具设计,大水口设计。
5)热流道应选择顺序阀控制,以便更好的调整注塑工艺;热流道与常规热流道不同,喷嘴温度不易过高(200 度左右)以防止烫伤表皮;喷嘴里料把不易过长,不得超过 15mm以防止表面缩印。
6)分型面与普通注塑模具不一致,主分型面需避空,预留空间比表皮厚度厚 1-2mm,以便表皮有延展空间。侧分型面需预留压缩表皮空间,无纺布与压缩量为 0.6mm左右,表皮、海绵、无纺布3 层复合表皮,预压缩不得低于 1mm左右。

7)转角处的面料实际拉伸比要小于理论拉伸比(假设表皮厚度为理论数据位X,那么拉伸后的表皮实际厚度为X/1.16,实际拉伸比=数据线长16.67/过程线长14.4=1.16 该面料的纵横拉伸率为25%,因此可以满足要求)

12. 汽车A上柱产品介绍
1)A柱上内饰板总成除了起到装饰作用,安装后还要保证与仪表板、前挡风玻璃、顶蓬及周边件的间隙;
2)A柱上内饰板总成与A柱内板钣金的间隙需保证电器线束空间;
3)表面圆角过度柔和,特定区域圆角大小满足内部凸出物法规要求;
4)满足A柱障碍角法规要求,同时考虑人体的舒适性,兼顾造型的美观性,满足与仪表板及周边零部件。


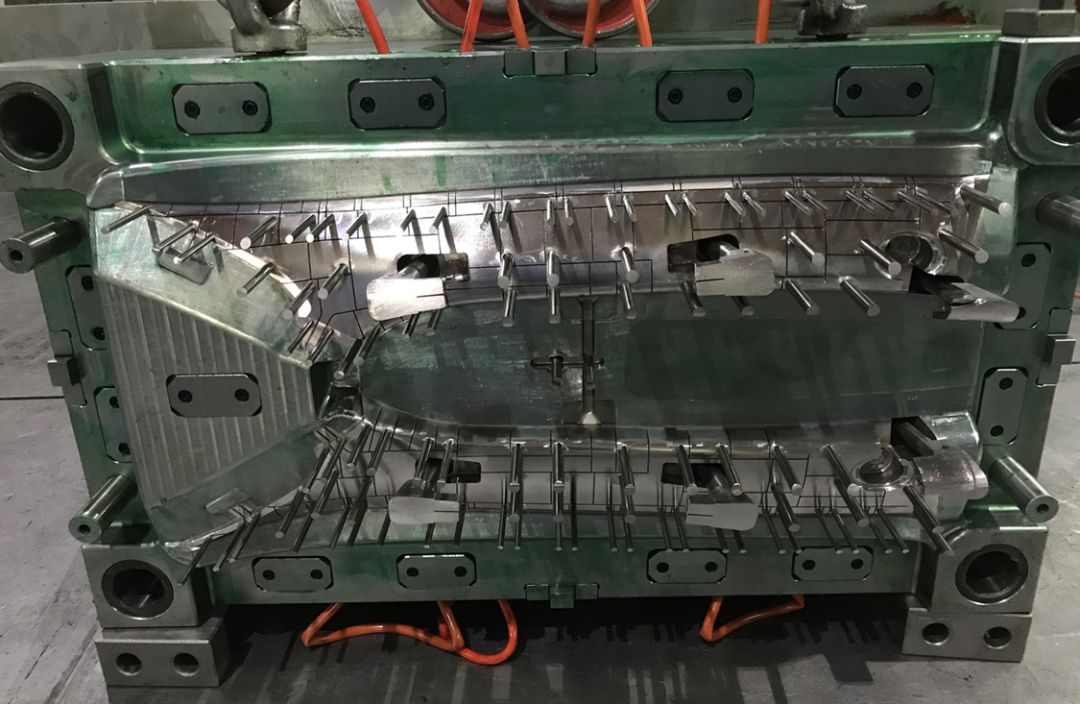
A柱常规注塑模具实物
A柱低压注塑模具实物
13. 汽车A上柱模具结构介绍
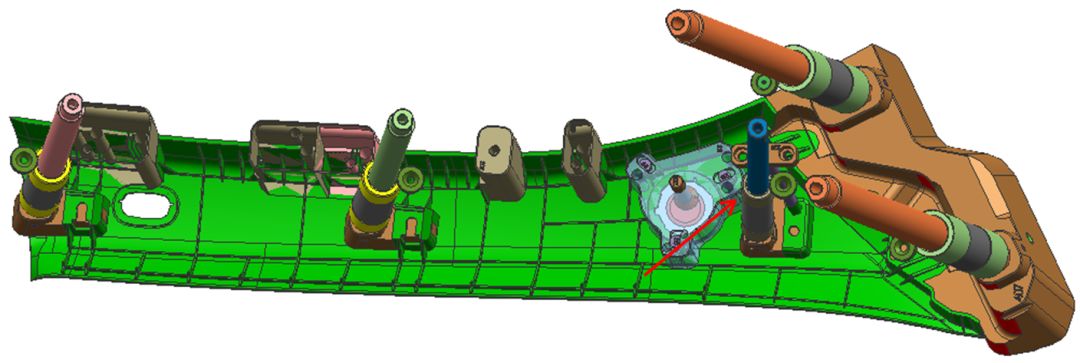
产品表面包覆不能进胶,低压注塑模具一般采用倒装模方式,针阀热流道直接进胶到产品B面。
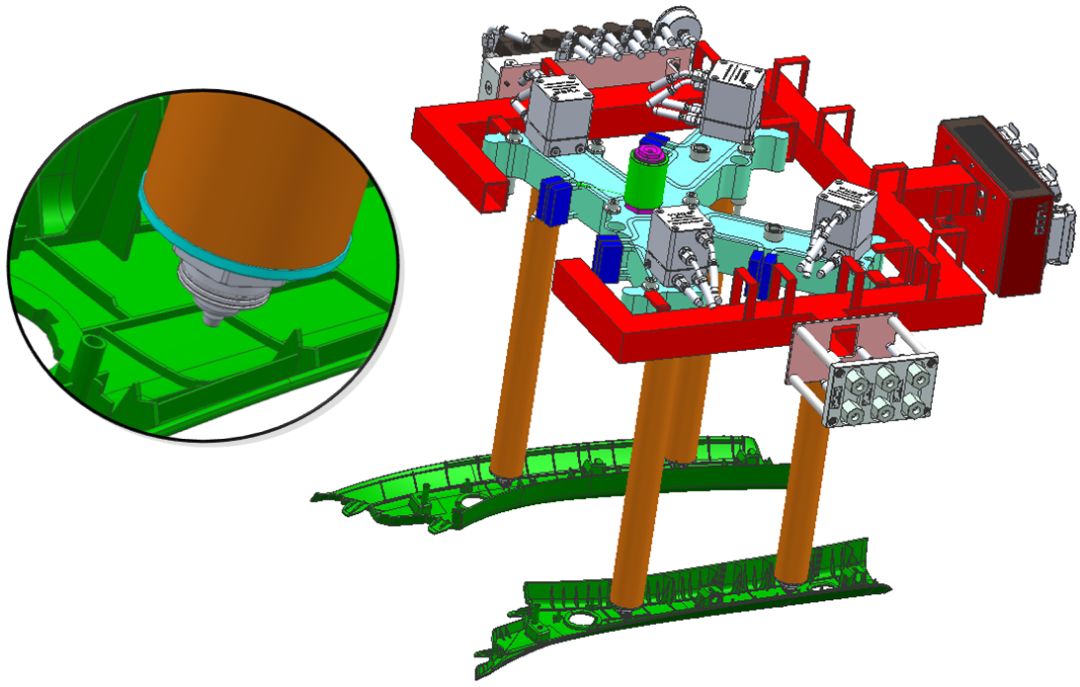
倒装模,2点针阀式热流道进胶。
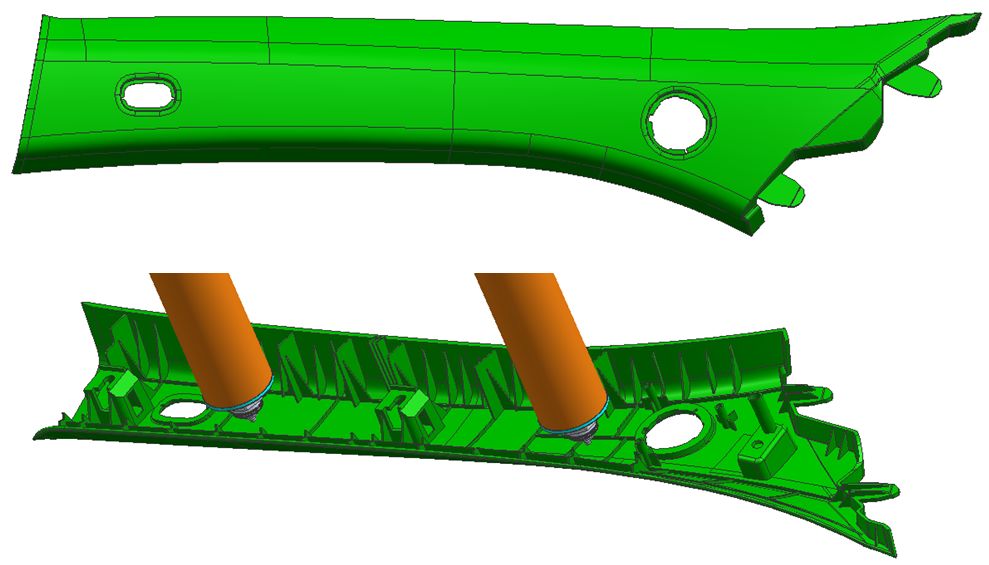
产品分高低配2款(有孔和无孔),需做到不拆模情况下能互换镶件。
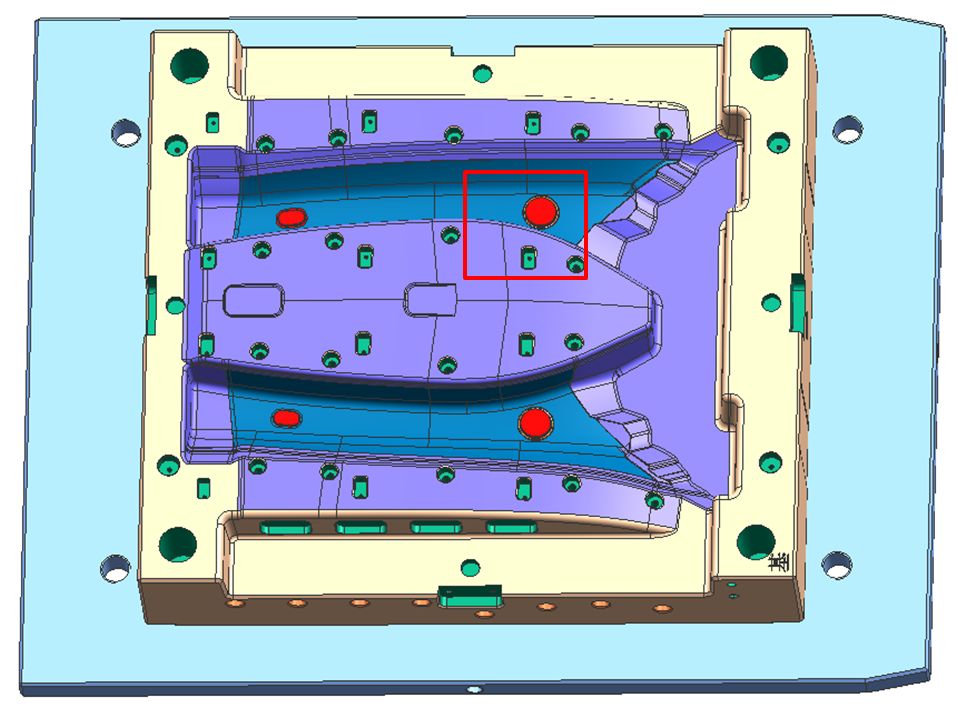
前模互换镶件背面锁螺丝,做工艺螺牙,可背面拧螺丝拆装。圆镶件需做平位止转定位。
深骨位背面做盲镶镶件,便于加工及省模。

互换镶件为保证正面拆装,正面加一字螺丝(自制)锁住。
司筒针与斜顶座干涉,改为镶针,B板底部锁压块。

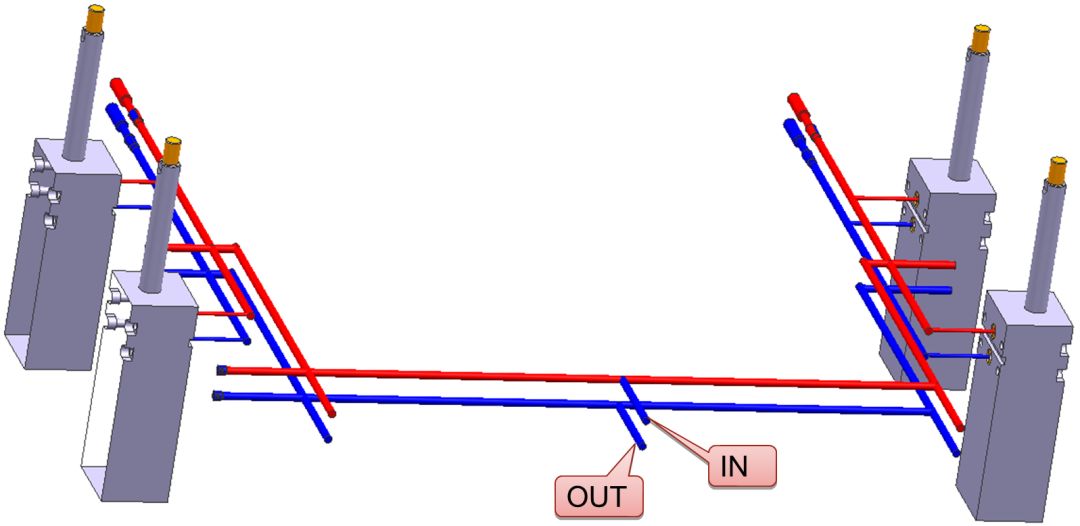
为使4组油缸顶出平衡,动作一致,油路做到等长度。

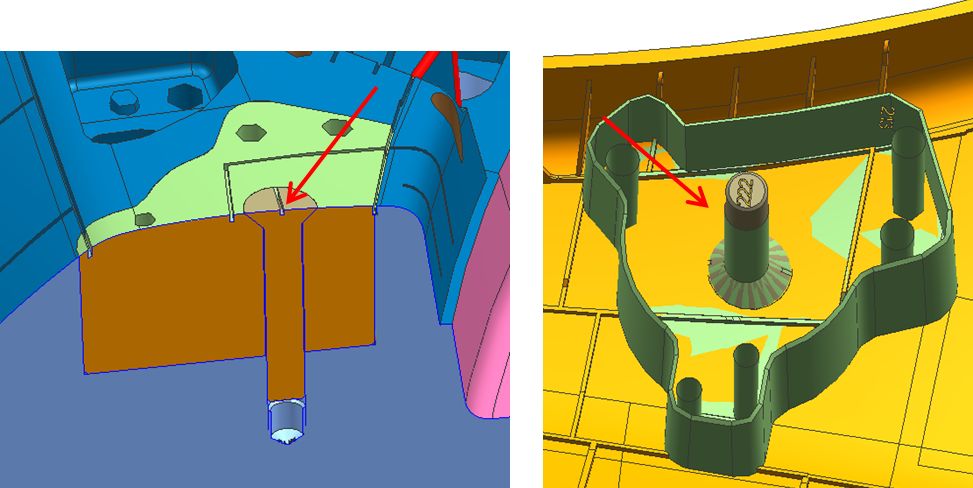
低压注塑模具侧边分模时按产品外观延伸或插穿出去封胶,使包布区域能全部包覆到产品表面,封胶边界处面料不产品大的转角,从而导致压坏面料。

常规底部按延伸方式分模会压坏面料及产生漏胶。

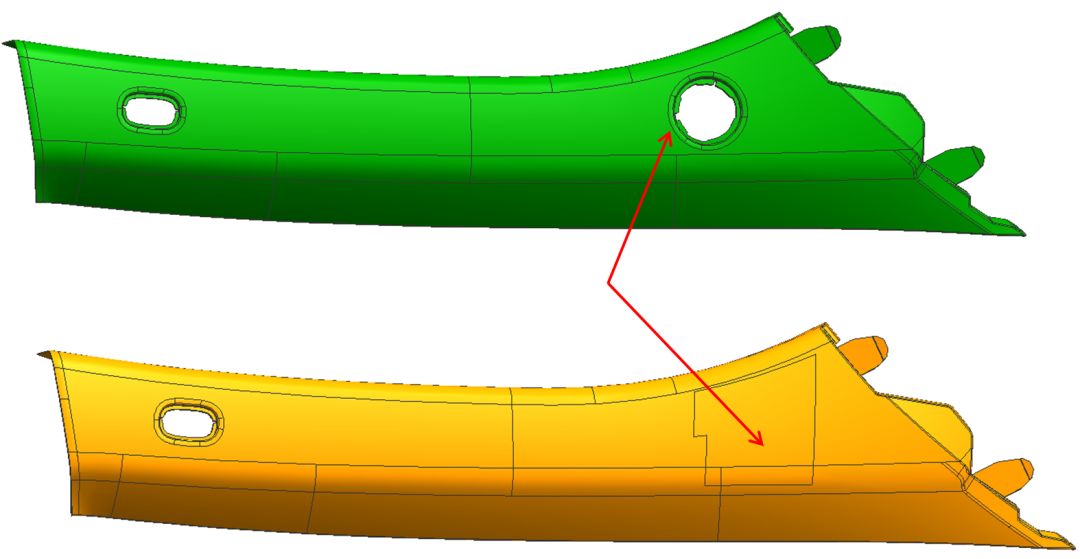
先按正常做出产品的分型面,并分出产品的前后模。

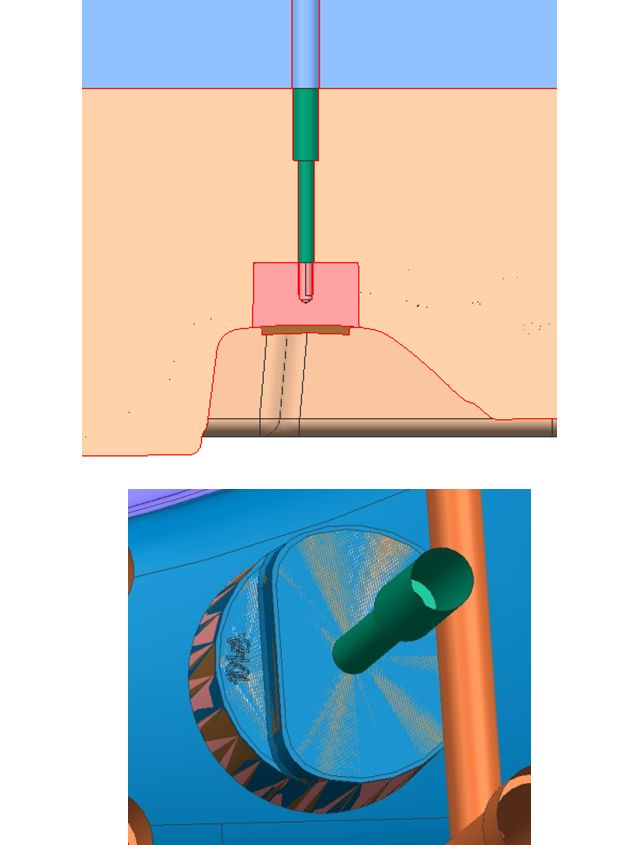
利用偏置曲面命令将产品原始分型面向上偏置0.5mm,得到图示黄色分型面。

利用偏置好的分型面与前模求差,将前模整体剪空0.5mm。

距离产品20mm左右区域封胶,其余位置做2mm避空。

为防止模具转角处利角压伤面料,低压注塑模具转角区域均需做R过渡顺滑。

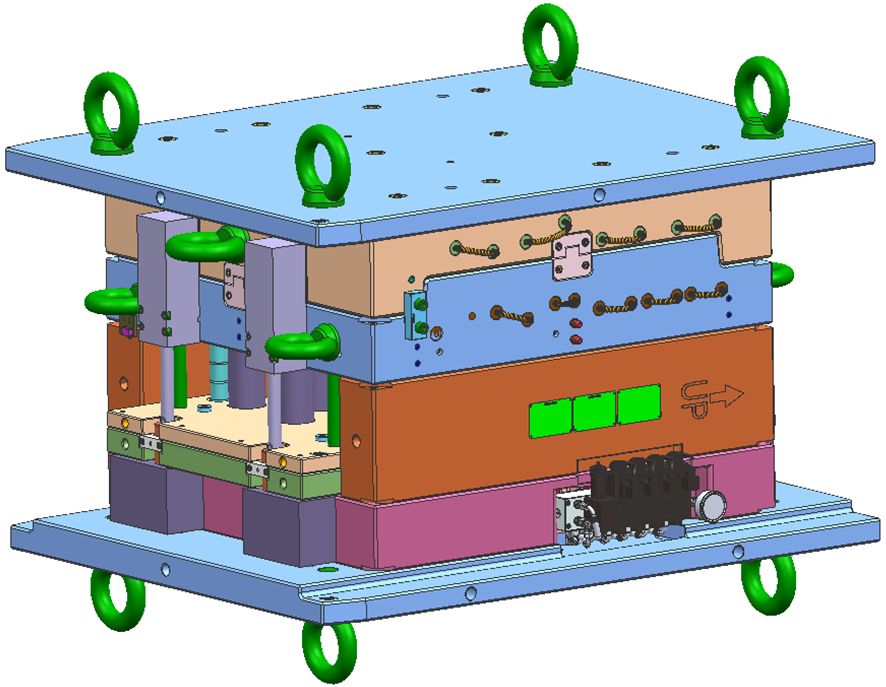
14. 汽车A上柱模具实例介绍

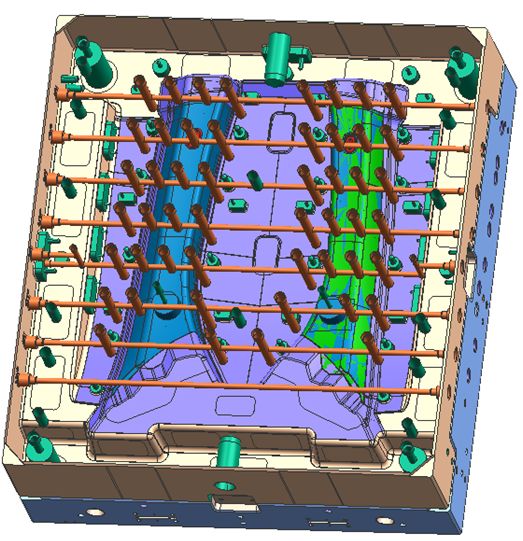
整体前模立体图

整体后模立体图